Introduction
Case Western Reserve University and local partners have been selected to run a Smart Manufacturing Innovation Center (SMIC), based in Sears think[box], focusing on helping small to medium manufacturers (SMMs) adopt new technologies. This project is funded by the Clean Energy Smart Manufacturing Innovation Institute (CESMII), a non-profit organization funded by the Department of Energy (DOE). For this project CWRU has worked with Powell Industries, M7 Technology, MAGNET, and Lincoln Electric. Powell Industries and M7 Technology are two local manufacturing companies that use welding in their daily operations. MAGNET is an organization that connects manufacturers while focusing on advocacy and growth. Lincoln Electric is a leader in welding consumable products and has generously donated an arc-welder for this project. At CWRU, we have built a weld-bay utilization monitoring system.
Goal
The goal of this SMIC project is to improve visibility into manual welding operations. Our initial solution focused on monitoring weld quality, but after conversations with local SMMs, including Powell Industries and M7 Technologies, we learned that insight into weld-bay activities would be more impactful. With this new understanding, we decided to design and build a low-cost and minimally invasive weld-bay utilization monitoring system that can identify welding and non-welding activities. We have not built a ready-to-use product, rather, an exemplar which paints the picture of what is possible for SMMs to achieve with smart manufacturing.
Utilization Monitoring System
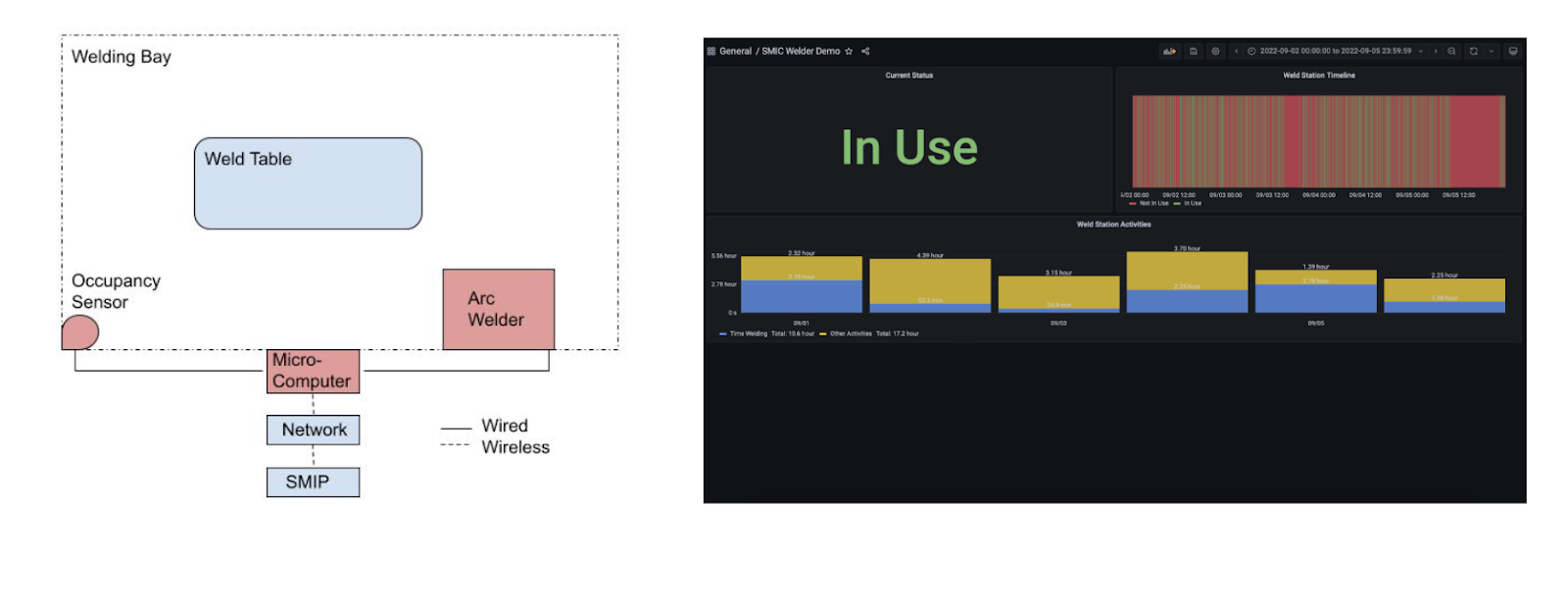
Our solution has three main physical components; a Lincoln Electric arc-welder, a motion sensor, and a low cost microcomputer. The arc-welder sends utilization data to a database to get the exact duration the machine is in use. The motion sensor senses occupancy in the weldbay to understand when the bay is in use, and for how long. The microcomputer collects this information and displays it on a customized dashboard for easy interpretation. The overview for our system architecture as well as an example dashboard is displayed below in Figure 1.
Together, this data creates a quantified metric of efficiency of welding activity and is summarized in table 1. For now, we are working on three assumptions, 1) When the weld-bay is occupied, work is being done, 2) Arc time assumes all welds are satisfactory, and 3) When the welder is not welding, they are fitting.
| Metric | Definition |
Calculation |
|---|---|---|
| Occupied Time | Time someone spends at the weld-bay |
Directly calculated from the occupancy sensor |
| Weld Time | Time the welder is in use | Directly calculated from the welder |
| Non-Welding Time | Time spent performing non-welding activities such as fitting or grinding | Occupied Time - Weld Time |
| % of Weld Time | Percentage of the time spent using the welder | Weld Time / Occupied Time |
| % of Non-Welding Time | Percentage of time spent on non-welding activities | Non-Welding Time / Occupied Time |
Occupied time is measured using a motion sensor. We use a motion sensor instead of a camera because we understand privacy is a concern for the workers and manufacturers, as well as being more affordable. We use a RaspberryPi for our microcomputer computer because it is inexpensive and provides a lot of capabilities. We use Grafana as our dashboard because it is open source and allows for easy access across different devices. This data is stored on the Smart Manufacturing Innovation Platform (SMIP), a database hosted by CESMII which excels at connecting varied data sources in a central repository.
Monitoring the ratio of welding time and occupancy helps identify bottlenecks in different types of welding projects across the workforce. One would expect novices to vary from experts with different types of welds and this system provides a quantitative metric for measuring improvement. The dashboard helps managers and supervisors by enhancing awareness of operations which improves coordination and reduces errors. We can reduce downtime through optimized maintenance schedules to cut down maintenance costs after correlating machine use with current maintenance schedules.
Future Work
This is the first iteration of the project and can be expanded for further insight. The next step is to break down non-welding time which consists of clamping, blueprint reading, grinding, fitting, etc. Additional sensors can measure the usage of other operations and can be easily added to the dashboard. The Lincoln Electric arc-welder is capable of providing usage data remotely but by using current sensors this system can be extended to other companies as well. Additionally, it is possible to scale this system to multiple weld-bays and once enough data has been collected, prediction algorithms can be built for maintenance and inventory management.